The goal of an LFG energy project is to convert LFG into a useful form of energy. Hundreds of LFG
energy projects currently operate in the United States, involving public and private organizations, small
and large landfills and various types of technologies. The most common LFG energy applications include:
• Electricity (power production a
nd
c
ogeneration) – LFG extracted from t
he
landfill is converted to electricity
• D
irect use of medium-Btu gas – treated LFG
is
u
sed as a direct source of fuel
• Upgrade to vehicle fuel or pipeline-quality
(high-Btu) gas – LFG is converted to produce
the equivalent of natural gas, CNG or LNG
For example, LFG is used to produce electricity
and heat in cogeneration applications. Direct-use
applications include heating greenhouses, firing
brick kilns and providing fuel to chemical and
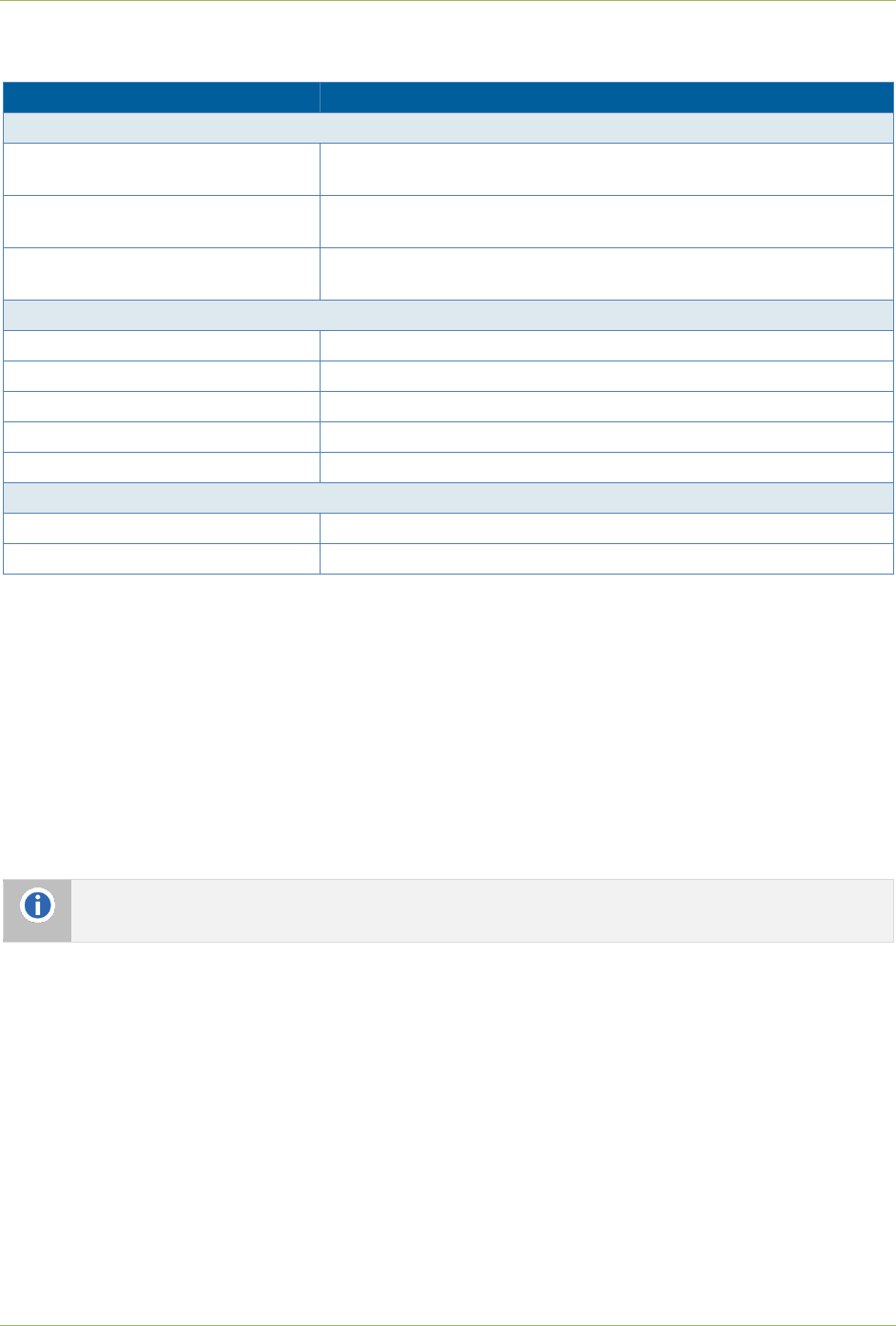
automobile manufacturing businesses. Table 3-1
shows a breakdown of technologies used in
operational LFG energy projects in 2017.
The remainder of this chapter provides a brief
overview of design factors and technology options
for LFG energy projects, followed by a discussion
of considerations in technology selection.
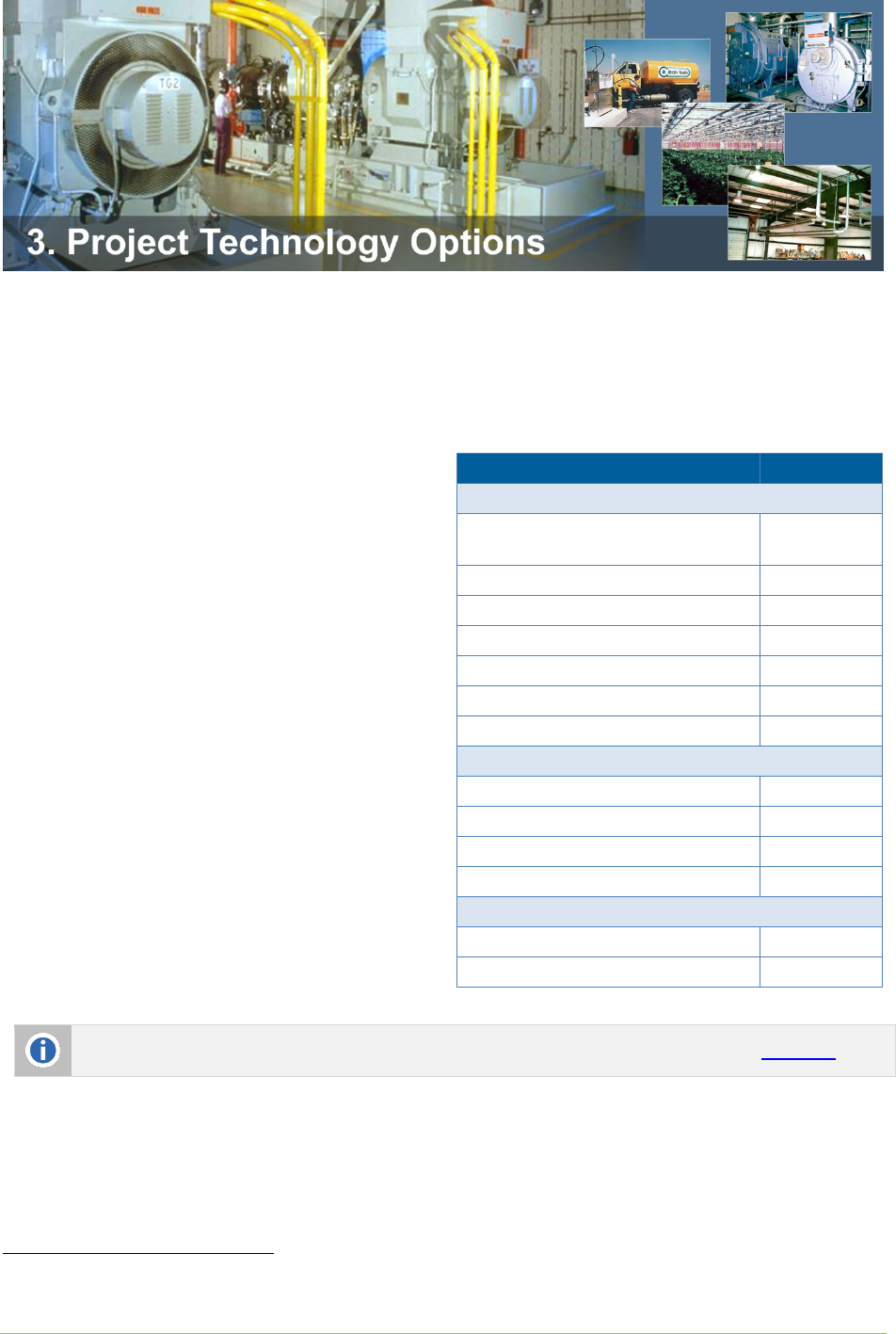
Table 3-1. Operational Project Technologies
Project Technology
Projects
1
Electricity Projects
Internal combustion engine
(reciprocating engine)
360
Cogeneration 47
Gas turbine 31
Microturbine 12
Steam turbine 11
Combined cycle 9
Stirling cycle engine 2
Medium-Btu Direct-Use Projects
Boiler 58
Direct thermal 43
Leachate evaporation 13
Greenhouse 6
Upgraded LFG Projects
High-Btu 36
Alternative fuel (CNG or LNG) 6
For more information about LFG collection, flaring and treatment system components, see Chapter 1.
U.S. EPA LMOP. Landfill and LFG Energy Project Database. June 2017.
Project Technology Options
1
3-1
LFG Energy Project Development Handbook
3.1 Design Factors
Selecting the best technology options for a project involves consideration of several key design factors,
beginning with estimating the LFG recovery potential for the landfill. In general, the volume of waste
controls the potential amount of LFG that can be extracted from the landfill. Site conditions, LFG
collection efficiency and the flow rate for the extracted LFG also significantly influence the types of
technologies and end use options that are most feasible for a project. Design considerations for gas
collection and treatment systems are presented below.
Gas Collection Systems
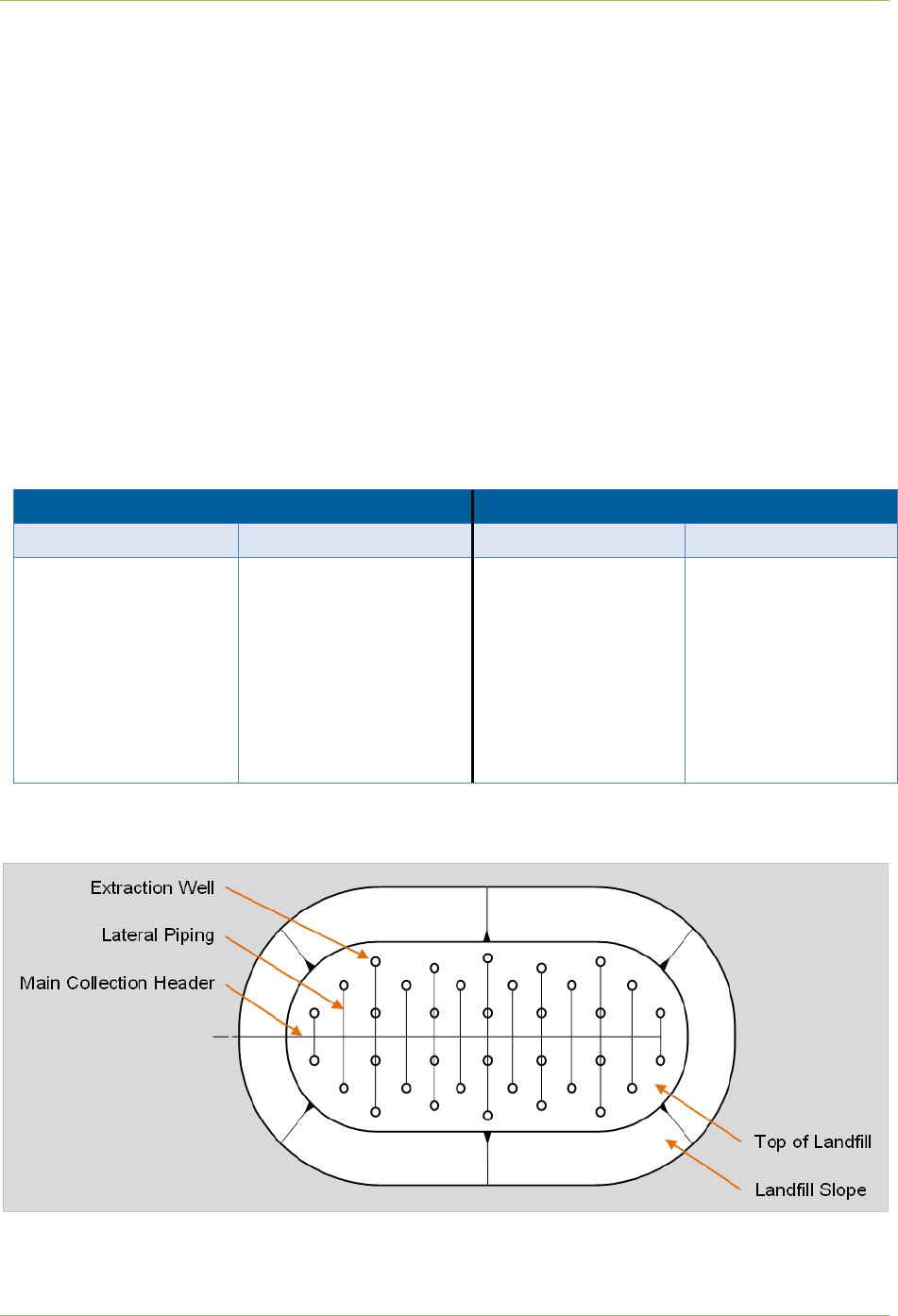
Collection systems can be configured as vertical wells, horizontal trenches or a combination of both.
Advantages and disadvantages of each type of well are listed in Table 3-2. Regardless of whether wells or
trenches are used, each wellhead is connected to lateral piping that transports the LFG to a main
collection header, as illustrated in Figure 3-1. The collection system should be designed so that the
operator can monitor and adjust the gas flow if necessary.
Table 3-2. Advantages and Disadvantages of Vertical and Horizontal LFG Collection Wells
Vertical Wells Horizontal Wells
Advantages Disadvantages Advantages Disadvantages
Minimal disruption of
landfill operations if
pl
aced in closed ar
ea
of
landf
ill
Most common design
Rel
iabl
e and
ac
cessible f
or
inspection and
pum
pi
ng
Increased operation
and maintenance
r
equired if installed i
n
ac
tive area of landfi
ll
Availability of
appr
opriate equipm
ent
Del
ayed gas collecti
on
if installed after site or
c
ell clos
es
Facilitates earlier
collection of LFG
Reduced need for
s
pecializ
ed
c
onstructi
on
equi
pm
ent
Allows extraction of
gas
from beneat
h an
ac
tive tipping ar
ea
on a deeper site
Increased likelihood
of air intrusion until
s
ufficiently cover
ed
wi
th wast
e
More prone to failure
bec
ause of floodi
ng
or
landfill settlemen
t
Figure 3-1. Sample LFG Extraction Site Plan
Project Technology Options 3-2
LFG Energy Project Development Handbook
LFG Treatment Systems
Before LFG can be used in an energy conversion process, it must be treated to remove condensate,
particulates and other impurities. Treatment requirements depend on the end use.
• Treatment systems for LFG electricity projects typically include a series of filters to remov
e
c
ontaminants that can damage components of the engine and turbine and reduce system efficiency
.
• M
inimal treatment is required for direct use of LFG in boilers, furnaces or kilns
.
• Advanced treatment is required to produce high-Btu gas for injection into natural gas pipelines or
p
roduction of alternative fuels
.
Tr
eatment systems can be divided into primary and secondary treatment processing. Most primary
processing systems include de-watering and filtration to remove moisture and particulates. Dewatering
can be as simple as physical removal of free water or condensate in the LFG using equipment often
referred to as “knockout” devices. It is common to use gas cooling and compression to remove water
vapor or humidity from the LFG. Gas cooling and compression have been used for many years and are
relatively standard elements of active LFG collection systems. Secondary treatment systems are designed
to provide much greater gas cleaning than is possible using primary systems alone. Secondary treatment
systems may employ multiple cleanup processes, including both physical and chemical treatments. The
type of secondary treatment depends on the constituents that need to be removed for the end use. Two of
the trace contaminants that may have to be removed from LFG are siloxanes and sulfur compounds.
• Siloxanes are found in household and commercial products that end up in solid waste and wastewate
r
(
a concern for landfills that take wastewater treatment sludge). Siloxanes in the landfill volatilize in
to
t
he LFG and are converted to silicon dioxide when the LFG is combusted. Silicon dioxide (the mai
n
c
onstituent of sand) collects on the inside of internal combustion engines and gas turbines and o
n
boi
ler tubes, potentially reducing performance and increasing maintenance costs. The need f
or
t
reatment depends on the level of siloxane in the LFG and on manufacturer recommendations for th
e
technology selected. Removal of siloxane can be both costly and challenging, so the decision to invest
i
n siloxane treatment is project dependen
t.
• Sulfur compounds, which include sulfides and disulfides
(for example, hydrogen sulfide), are corrosive in t
he
p
resence of moisture. These compounds will be a
t
r
elatively low concentrations, and the LFG may n
ot
r
equire any additional treatment at landfills acceptin
g
onl
y typical MSW. The compounds tend to be at highe
r
c
oncentration in landfills that accept C&D materials, a
nd
additional treatment is more likely to be necessary.
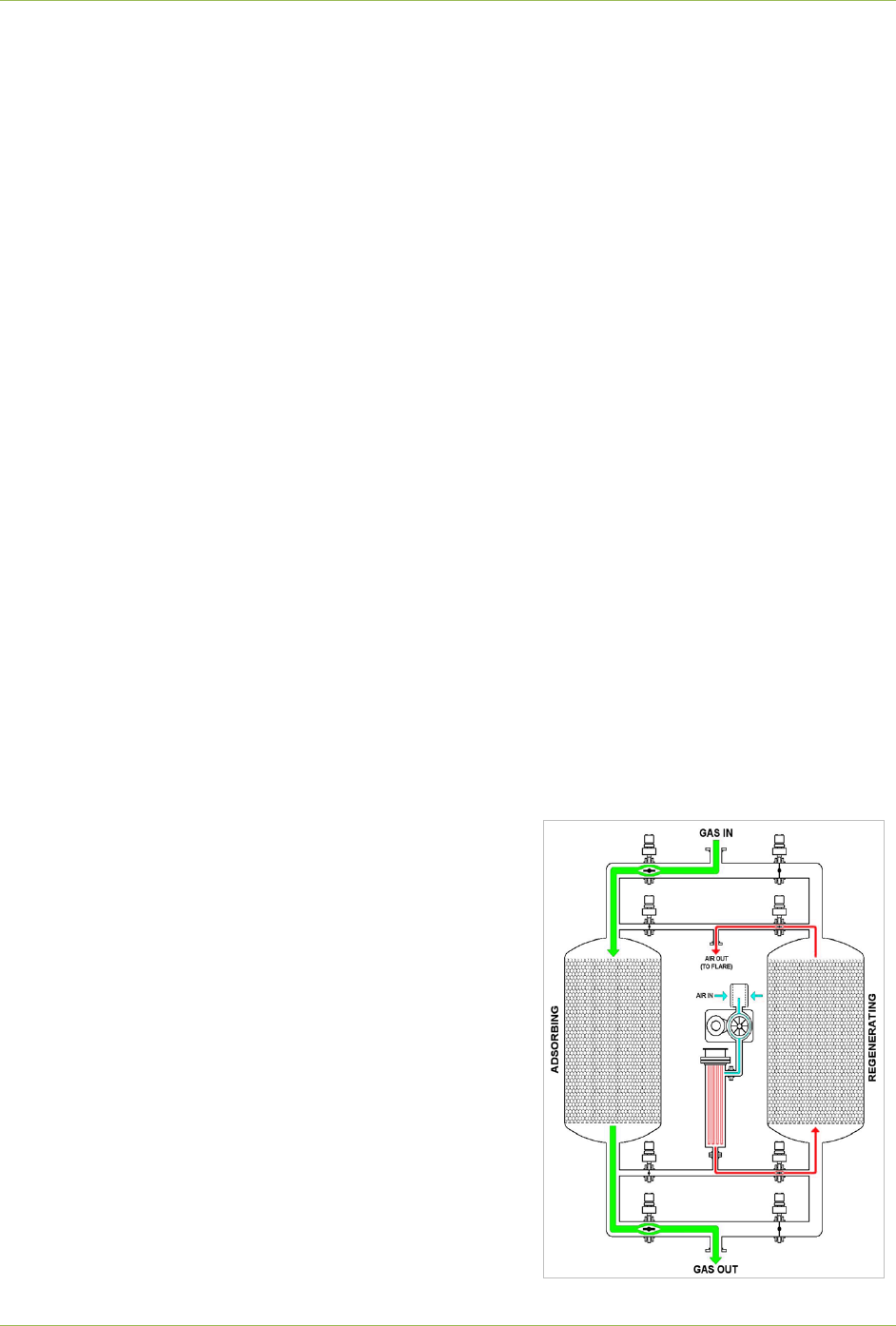
The most common technologies used for secondary treatment
are adsorption and absorption. Adsorption, which removes
siloxanes from LFG, is a process by which contaminants
adhere to the surface of an adsorbent such as activated carbon
or silica gel. Figure 3-2 illustrates a common type of
adsorption. Other gas treatment technologies that can remove
siloxanes include subzero refrigeration and liquid scrubbing.
Absorption (or scrubbing) removes compounds (such as
Figure 3-2. Siloxane Removal System
Project Technology Options 3-3
LFG Energy Project Development Handbook
sulfur) from LFG by introducing a solvent or solid reactant that produces a chemical/physical reaction.
Advanced treatment technologies that remove carbon dioxide, NMOCs and a variety of other
contaminants in LFG to produce a high-Btu gas (typically at least 96 percent methane) are discussed in
Section 3.4.
3.2 Electricity Generation
Producing electricity from LFG continues to be the most common beneficial use application, accounting
for about three-fourths of all U.S. LFG energy projects. Electricity can be produced by burning LFG in
devices such as an internal combustion engine, a gas turbine or a microturbine.
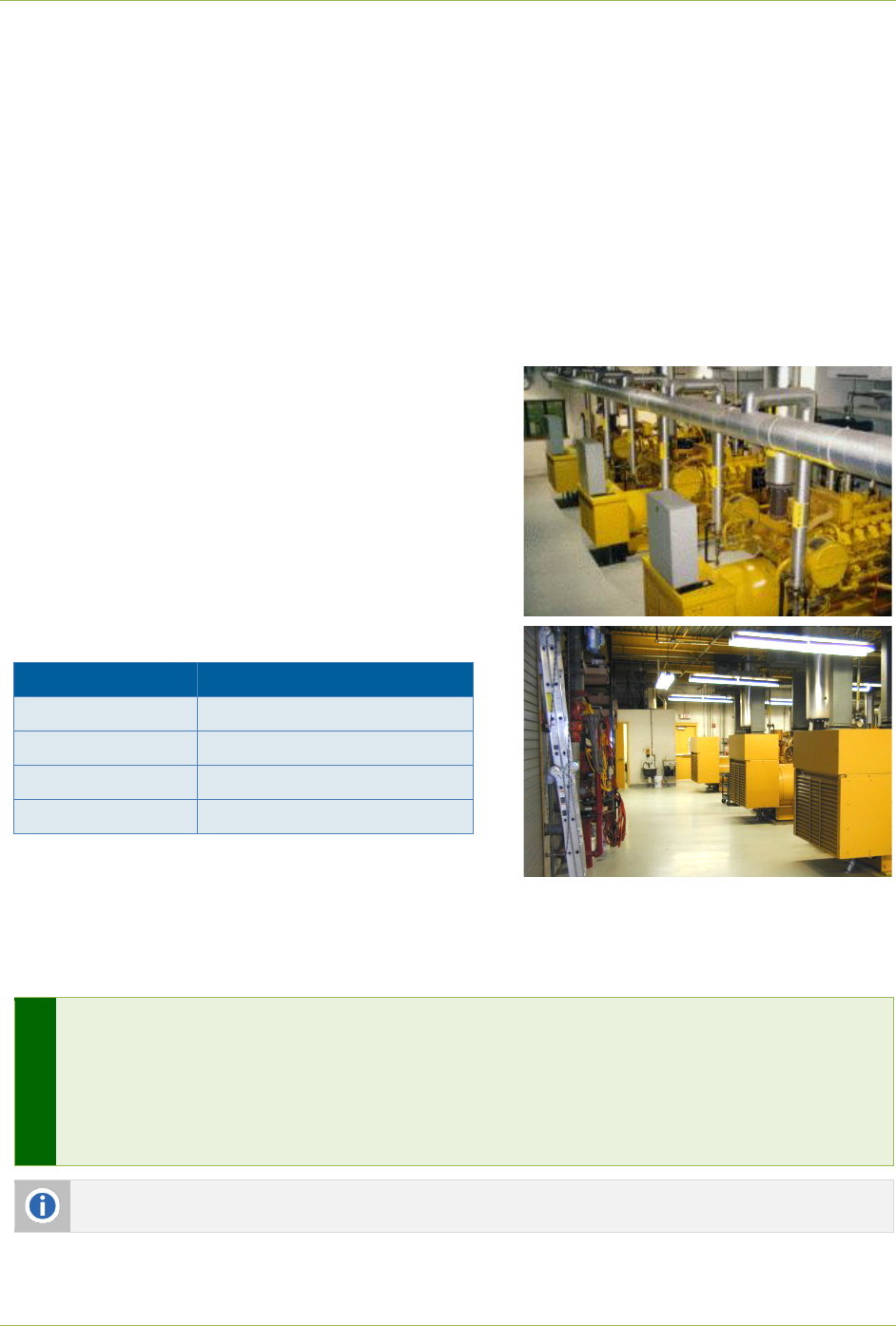
Internal Combustion Engines
The internal combustion e ng
ine is the most commonly us ed
conversion technology in LFG applications because of its
relatively low cost, high efficiency and engine sizes that
complement the gas output of many landfills (see Figure
3.3). Internal combustion e ngines have generally been us ed
at landfills where gas quantity is capable of producing 800
kW to 3 MW, or where sustainable LFG flow rates to the
engines are approximately 300 to 1,100 cfm at 50 percent
methane. Multiple engines can be combined together for
projects larger than 3 MW. Table 3-3 provides examples of
available sizes of internal combustion engines.
Table 3-3. Int
ernal Combustion Engine Sizes
Engine Size Gas Flow (50% Methane)
540 kW 204 cfm
633 kW 234 cfm
800 kW 350 cfm
1.2 MW 500 cfm
Figure 3-3. Internal Combustion Engines
cfm: cubic feet per minute kW: kilowatt MW: megawatt
Internal combustion engines are efficient at converting LFG into electricity, achieving electrical
efficiencies in the range of 30 to 40 percent. Even greater efficiencies are achieved in CHP applications
where waste heat is recovered from the engine cooling system to make hot water, or from the engine
exhaust to make low-pressure steam.
Examples
The Lycoming County Landfill Dual Cogeneration and Electricity Project in Pennsylvania,
an LMOP 2012 award-winning project, used an innovative permitting approach and a creative
power purchase agreement. LFG is combusted in four internal combustion engines (6.2 MW
total), which supplies 90 percent of the landfill complex’s power and thermal needs and 80
percent of the electricity needs of the Federal Bureau of Prisons’ Allenwood Correctional
Complex. The county receives revenue for the project, and the Bureau gains power price stability
and can count the LFG use toward meeting federal renewable energy requirements.
For more information about CHP, see the CHP Partnership’s Biomass Combined Heat and Power
Catalog of Technologies and the Catalog of CHP Technologies.
Project Technology Options 3-
4
LFG Energy Project Development Handbook
Gas Turbines
Gas turbines, as shown i
n Figure 3-4, are typically used in larger LFG
energy projects, where LFG flows exceed a minimum of 1,300 cfm and are
sufficient to generate a minimum of 3 MW. Gas turbine systems are
widely used in larger LFG electricity generation projects because they
have significant economies of scale. The cost per kW of generating
capacity drops as the size of the gas turbine increases, and the el ectric
generation e fficiency generally improves as well. Simple-cycle gas
turbines applicable to LFG energy projects typically achieve efficiencies of
20 to 28 percent at full load; however, these efficiencies drop substantially
when the unit is running at partial load. Combined-cycle configurations,
which recover the waste heat in the gas turbine exhaust to capture additional electricity, can boost system
efficiency to approximately 40 percent. As with simple-cycle gas turbines, combined-cycle configurations
are also less efficient at partial load.
Advantages of gas turbines are that they are more resistant to corrosion damage than internal combustion
engines and have lower nitrogen o xides emission rates. Additionally, gas turbines are relatively compact
and have low O&M costs compared with internal combustion e ngines. However, LFG treatment to
remove siloxanes may be required to meet manufacturer specifications.
A primary disadvantage of gas turbines is that they require high g as compression of 165 pound-force per
square inch gauge (psig) or greater. As a result, more of the plant’s power is required to run the
compression system (creating causing a high parasitic load loss).
Figure 3-4. Gas Turbine
Examples
LFG is piped 4 miles from the Arlington Landfill in Arlington, Texas, to the Fort Worth (Village
Creek) Wastewater Treatment Plant and is used to co-fire two 5.2-MW gas turbine generators
with heat recovery.
Residents from three municipalities and Waste Management, Inc., formed Green Knight
Economic Corporation, an independent non-profit organization that invested the revenue from the
sale of the LFG generated by a 9.9-MW power plant with three gas turbines.
Microturbines
Microturbines have been sold commercially for landfill and other biogas
applications since early 2001 (see Figure 3-5). Generally, costs for a
microturbine project are higher than for internal combustion engine
project costs based on a dollar-per-kW installed capacity.
2
However,
several reasons for using microturbine technology instead of internal
combustion engines include:
• Require less LFG volume than internal combustion engines
• Can use LFG with a lower percent methane (35 percent methane)
• Produce lower emissions of nitrogen oxides
• Can add and remove microturbines as gas quantity changes
• Interconnection is relatively easy because of the lower generation
capacity
Figure 3-5. Microturbine
2
Wang, Benson, Wheless. 2003. Microturbine Operating Experience at Landfills. Solid Waste Association of
North America (SWANA) 26th Annual Landfill Gas Symposium (2003), Tampa, Florida.
Project Technology Options 3-5
LFG Energy Project Development Handbook
LFG was not treated sufficiently in early microturbine applications, which resulted in system failures.
Typically, LFG treatment is required to remove moisture, siloxanes and other contaminants. This
treatment is composed of the following components:
• Inlet moisture separato
r
• Rotary vane type compressor
• C
hilled water heat exchanger (reducing LFG temperature to 40ºF
)
• C
oalescing filte
r
• L
FG reheat exchanger (to add 20 to 40ºF above dew point
)
• F
urther treatment of the moisture-free LFG in vessels charged with activated carbon or other medi
a
(optional)
M
icroturbines typically come in sizes of 30, 70 and 250 kW. Projects should use the larger-capacity
microturbines where power requirements and LFG availability can support them. The following benefits
can be gained by using a larger microturbine:
• Reduced capital cost (on a dollar-per-kW of installed capacity basis) for the microturbine itse
lf
• R
educed maintenance cos
t
• R
educed balance of plant installation costs — a reduction in the number of microturbines to reac
h a
given capacity will reduce piping, wiring and foundation costs
• I
mproved efficiency — the heat rate of the 250-kW microturbine is expected to be about 3.3 percen
t
b
etter than the 70-kW and about 12.2 percent better than the 30-
kW
Example
The Fort Benning Landfill in Fort Benning, Georgia is the site of a 250-kW capacity microturbine
project that has generated electricity for onsite use by the U.S. Army since November 2011. The
project is part of the U.S. Department of Defense’s high-priority environmental and energy goals.
When declining LFG flows led its original reciprocating engine project to close in the mid-1990s,
the All Purpose Landfill in Santa Clara, California partnered with a third-party developer for a new
750-kW capacity microturbine project which started up in late 2009. The project has three 250-kW
uni
ts and contributes to power purchaser Silicon Valley Power’s Renewable Energy Portfoli
o.
Electricity Generation Summary
Table 3-4 presents examples of typical costs for several technologies, including costs for a basic gas
treatment system typically used with each technology. The costs of energy generation using LFG can vary
greatly and depend on many factors, including the type of electricity generation equipment, its size, the
necessary compression and treatment system, and the interconnect equipment. Table 3-5 provides a
summary of the advantages and disadvantages associated with each electricity-generating technology.
Table 3-4. Examples of Typical Costs
3
Technology
Typical Capital Costs
($/kW)*
Typical Annual O&M
Costs ($/kW)*
Internal combustion engine (> 800 kW) $1,800 $250
Small internal combustion engine (< 800 kW) $2,500 $270
Gas turbine (> 3 MW) $1,500 $160
Microturbine (< 1 MW) $3,000 $280
* 2013 d
ollars kW: kilow
att M
W: megawatt
U.S. EPA LMOP. LFGcost-Web, Version 3.2.
Project Technology Options
3
3-6
LFG Energy Project Development Handbook
Table 3-5. Advantages, Disadvantages and Treatment Requirements Summary (Electricity)
Advantages
Disadvantages
Treatment
Internal combustion engine
High efficiency compared with gas turbines
and microturbines
Good size match with the gas output of
many landfills
Relatively low cost on a per kW installed
capacity basis when compared with gas
turbines and microturbines
Efficiency increases when waste heat is
recovered
Can add or remove engines to follow gas
recovery trends
Relatively high maintenance
costs
Relatively high air emissions
Economics may be marginal
areas with low electricity costs
At a minimum,
requires primary
treatment of LFG;
for optimal engine
performance,
secondary
treatment may be
necessary
Gas turbine
Cost per kW of generating capacity drops as
the size of the gas turbine increases, and
the efficiency improves as well
Efficiency increases when heat is recovered
More resistant to corrosion damage
Low nitrogen oxides emissions
Relatively compact
Efficiencies drop when the
unit is running at partial load
Requires high gas
compression
High parasitic loads
Economics may be marginal
in areas with low electricity
costs
At a minimum,
requires primary
treatment of LFG;
for optimal turbine
performance,
secondary
treatment may be
necessary
Microturbine
Requires lower gas flow
Can function with lower percent methane
Low nitrogen oxides emissions
Relatively easy interconnection
Ability to add and remove units
Economics may be marginal
in areas with low electricity
costs
Requires fairly
extensive primary
and secondary
treatment of LFG
3.3 Direct Use of Medium-Btu Gas
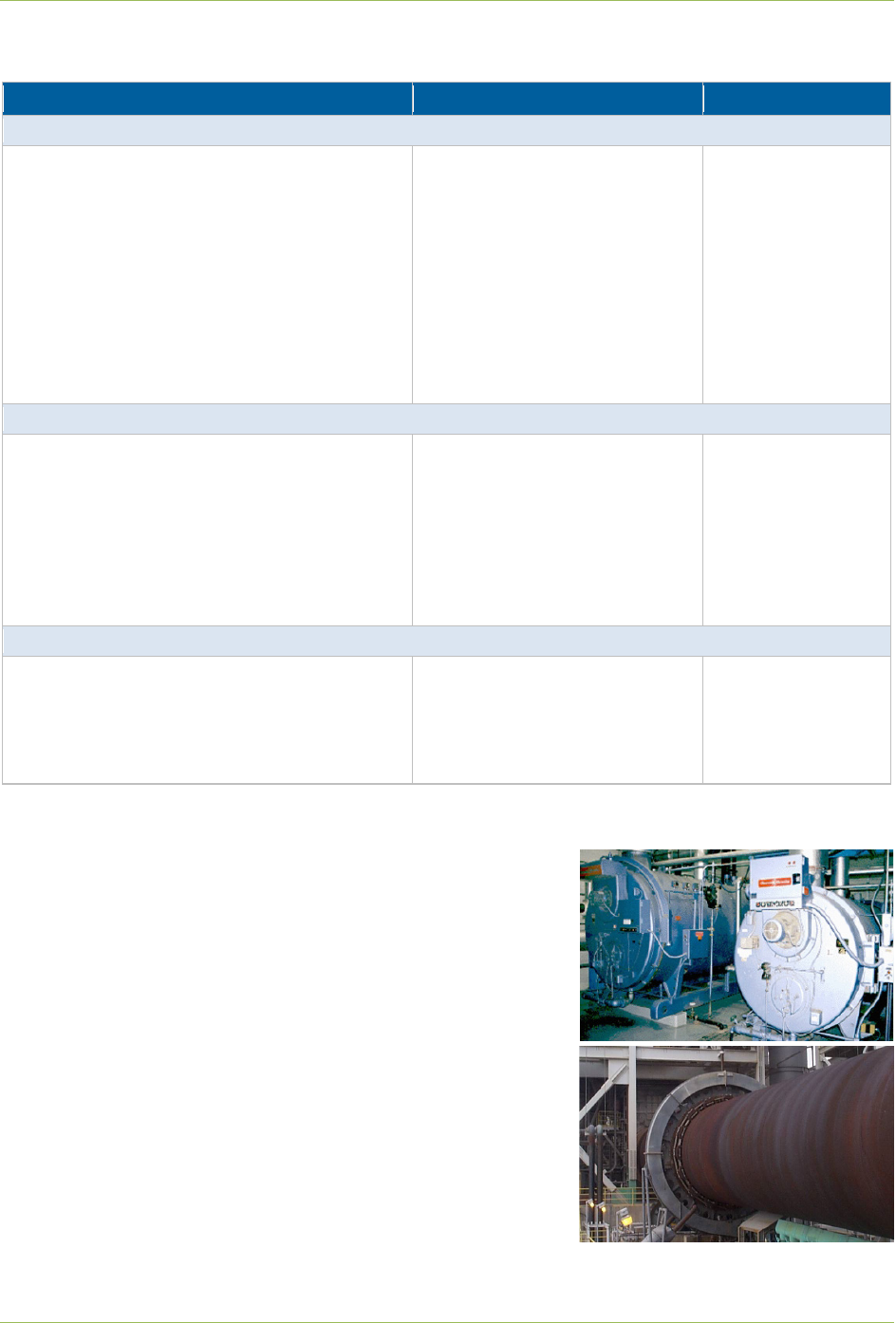
Boilers, Dryers and Kilns
The simplest and often most cost-effective use of LFG is as a
medium-Btu fuel for boiler or industrial processes such as
drying operations, kilns and cement and asphalt production. In
these projects, the gas is piped directly to a nearby customer for
use in combustion equipment (Figure 3-6) as a replacement or
supplementary fuel. Only limited condensate removal and
filtration treatment are required, although some modifications of
existing combustion equipment might be necessary.
The end user’s energy requirements are an important consideration
in evaluating the sale of LFG for direct use. All gas that is
recovered must be used as available, or it is essentially lost, along
with associated revenue opportunities, because storing LFG is not
economical. The ideal gas customer, therefore, will have a steady
annual gas demand compatible with the landfill’s gas flow. When a landfill does not have adequate gas
Figure 3-6. Boi
ler and Cement Kiln
Project Technology Options 3-7
LFG Energy Project Development Handbook
flow to support the entire needs of a facility, LFG can still be used to supply a portion of the needs. For
example, only one piece of equipment (such as a main boiler) or set of burners is dedicated to burning
LFG in some facilities. In other cases, a facility might co-fire or blend LFG with other fuels.
Before an LFG energy direct-use project is pursued, LFG flow should be measured, if possible, and gas
modeling should be conducted as described in Chapter 2. For more details about project economics, see
Chapter 4.
Table 3-6 provides the expected annual LFG flows from landfills
of various sizes. While actual LFG flows will vary based on age,
composition, moisture and other factors of th
e waste, these
numbers can be used as a first step toward assessing the
c
ompatibility of customer gas requirements and LFG output
. A
rule of thumb for comparing boiler fuel requirements with LFG
output is that approximately 8,000 to 10,000 pounds per hour
(lb/hr) of steam can be generated for every 1 million metric tons of
wa
ste in place at a landfill; accordingly, a 5 million metric ton
landfill can support the needs of a large facility requiring about
45,000 lb/hr of
steam.
-
It may be possible to create a
steady gas demand by serving
multiple customers whose gas
requirements are
complementary. For example,
an asphalt producer’s summer
gas load could be combined
with a municipal building’s
winter heating load to create a
year round demand for LFG.
Tabl
e 3-6. Potential LFG Flows Based on Landfill Size
Landfill Size
(Metric Tons Waste-in-Place)
Annual LFG Flow
(MMBtu/yr)
Steam Flow Potential
(lb/hr)
1,000,000 100,000 10,000
5,000,000 450,000 45,000
10,000,000 850,000 85,000
MMBtu/yr: Million British thermal units per year lb/hr: pounds per hour
E
quipment modifications or adjustments may be necessary to accommodate the lower Btu value of LFG,
and the costs of modifications vary. Costs will be minimal if retuning the boiler burner is the only
modification required. The costs associated with retrofitting boilers will vary from unit to unit depending
on boiler type, fuel use and age of unit. Retrofitting boilers is typically required in the following
situations:
• Incorporating LFG into a unit that is co-firing with other fuels, where automatic controls are required
to sustain a co-firing application or to provide for immediate and seamless fuel switching in the event
of a loss in LFG pressure to the unit. This retrofit will ensure uninterruptible steam supply. Overall
costs, including retrofit costs (burner modifications, fuel train and process controls), can range from
$200,000 to $400,000.
• Modifying a unit that has a surplus or back-up steam supply so that the unit does not rely on the LFG
to provide an uninterrupted supply of steam (a loss of LFG pressure can interrupt the steam supply).
In this case, manual controls are implemented and the boiler operating system is not integrated into an
automatic control system. Overall costs can range from $100,000 to $200,000.
Another option is to improve the quality of the gas to such a level that the boiler will not require a retrofit.
While the gas is not required to have a Btu value as high as pipeline-quality gas, it must be between
medium- and high-Btu. This option eliminates the cost of a boiler retrofit and reduces maintenance costs
for cleaning deposits associated with the use of medium-Btu LFG.
Project Technology Options 3-8
LFG Energy Project Development Handbook
As described in Section 3.1, Design Factors, a potential problem for boilers is the accumulation of
siloxanes. The presence of siloxanes in the LFG causes a white substance to build up on the boiler tubes.
Operators who experience this problem typically choose to perform routine cleaning of the boiler tubes.
Boiler operators may also choose to install a gas treatment system to reduce the amount of siloxanes in
the LFG before it is delivered to the boiler.
For more information about the use of LFG in boilers, see the LMOP fact sheet on adapting boilers.
Examples
The NASA Goddard Flight Center became the first federal facility to burn LFG to meet energy
needs.
LFG captured from the Lanchester Landfill in Narvon, Pennsylvania, is used for multiple
purposes, including boilers, heaters, thermal oxidizers, ovens, engines and turbines.
For the St. John’s LFG Energy Project in Portland, Oregon, LFG provides a stable, competitively
priced fuel source for lime kilns. Other benefits include lower utility costs and lower emissions.
In Blythe, Georgia, a Clay Mine LFG Application involves the use of LFG to fuel flash drying
operations in the processing of mined clay.
Infrared Heaters
Infrared heating, using
LFG as a fuel source, is ideal for facilities with
space heating needs that are located near a landfill (Figure 3-7).
Infrared heating creates high-intensity energy that is safely absorbed
by surfaces that warm up. In turn, these surfaces release heat into the
atmosphere and raise the ambient temperature. Infrared heating
applications for LFG have been successfully employed at several
landfill sites in Canada, Europe and the United States.
Infrared heaters require a small amount of LFG to operate, are
relatively inexpensive, and are easy to install. Current operational projects (some of which have multiple
heaters) use between 10 and 150 cfm. Infrared heaters do not require pretreatment of the LFG, unless
siloxanes are present in the gas. One heater is typically required for every 500 to 800 square feet. Each
heater costs approximately $3,000 and the cost of interior piping to connect the heaters within the
building ceilings ranges from approximately $20,000 to $30,000.
Figure 3-7. Infrared Heater
Gr
eenhouses
LFG can be used to provide heat for greenhouses, power grow lights
and heat water used in hydroponic plant cultures (Figure 3-8). The
costs for using LFG in greenhouses are highly dependent on how the
LFG will be used. If the grow lights are powered by a microturbine,
then the project costs would be similar to an equivalent microturbine
LFG energy project. If LFG is used to heat the greenhouse, the cost
incurred would be the cost of the piping and of the technology used,
such as boilers.
Figure 3-8. Greenhouse
Project Technology Options 3-9
LFG Energy Project Development Handbook
Artisan Studios
Artisan studios with energy-intensi
ve
activities such as creating glass, metal, or
pottery (Figure 3-9) offer another
opportunity for the beneficial use of LFG.
This application does not require a large
amount of LFG and can be coupled with a
commercial project. For example, a gas flow
of 100 cfm is sufficient for a studio that
houses glass-blowing, metalworking or
pottery kilns.
Figure 3-9. LFG-Powered Glass Studio
Examples
Infrared heaters are used in maintenance facilities at the I-95 Landfill in Virginia.
Several greenhouses have been constructed near landfills to take advantage of the energy
cost savings, including the Rutgers University EcoComplex Greenhouse.
The first U.S. artisan project to use LFG was at the EnergyXchange at the Yancey-Mitchell
Landfill in North Carolina. LFG is used at this site to power two craft studios, four
greenhouses, a gallery and a visitor center.
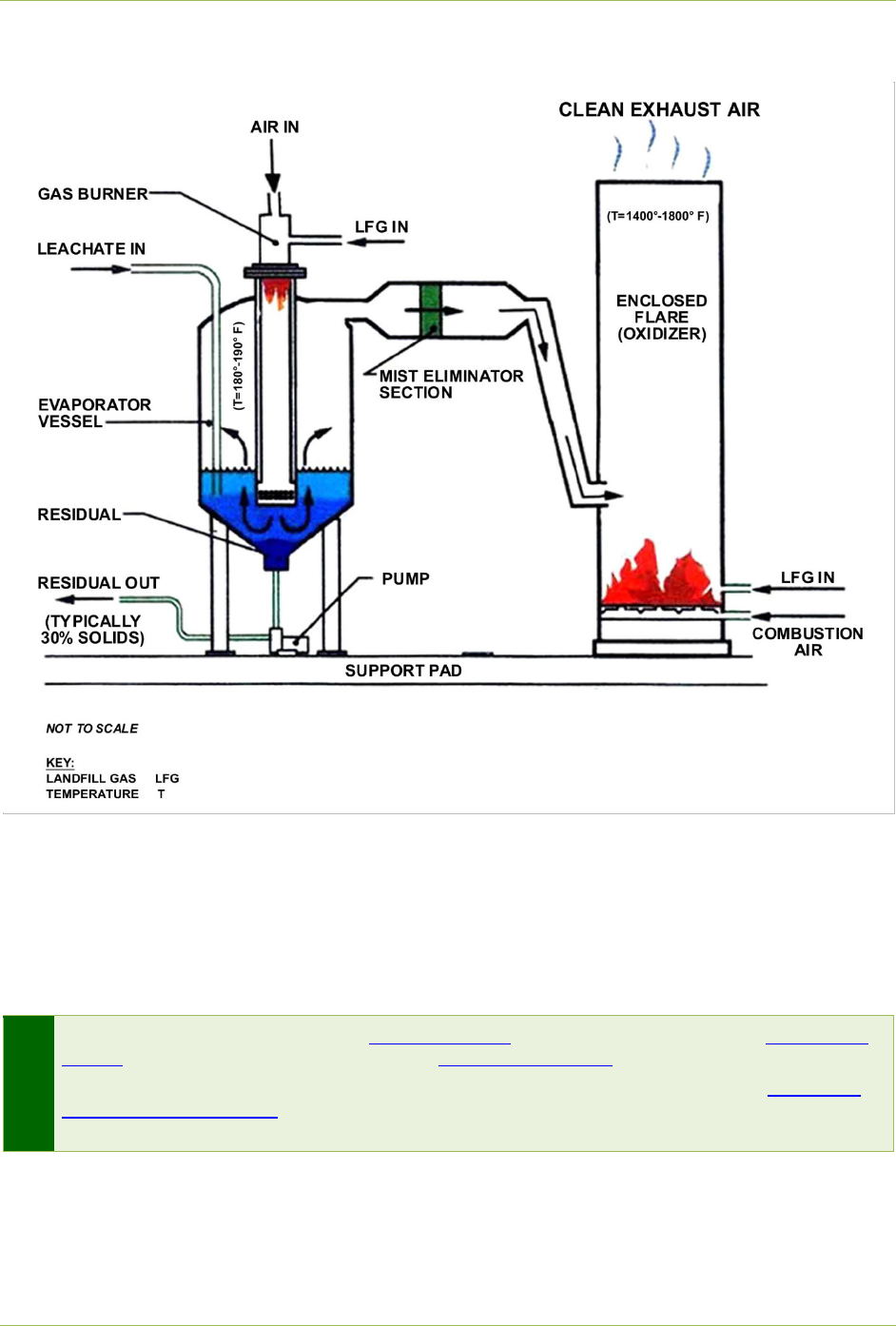
Leachate Evaporation
Leachate evaporation using LFG, shown in Figure 3-10, is a
good option for landfills where leachate disposal at a publicly
owned treatment works (POTW) plant is unavailable or
expensive. LFG is used to evaporate leachate to a more
concentrated and more easily discarded effluent volume (Figure
3-11).
Evaporators are available in sizes to treat 10,000 to 30,000
gallons per day (gpd) of leachate. Capital costs range from
$300,000 to $500,000. O&M costs range from $70,000 to
$95,000 per year. When a system is owned and operated by a
third party, long-term contracts will typically assess costs based
on the volume of leachate evaporated. Some economies of scale
are realized for larger size vessels, as shown in Table 3-7.
Table 3-7. Cost of Leachate Evaporation
4
Capacity Cost
30,000 gpd $0.05 - $0.06 per gallon
20,000 gpd $0.06 - $0.9 per gallon
10,000 gpd $0.10 - $0.15 per gallon
gpd: gallons per day
Figure 3-10. Leachate Evaporator
U.S. EPA LMOP. LFGcost-Web, Version 3.2.
Project Technology Options
4
3-10
LFG Energy Project Development Handbook
Figure 3-11. Leachate Evaporation Diagram
Biofuel Production
LFG can also be used to heat boilers in plants that produce biofuels including biodiesel and ethanol. In
this case, LFG is used directly as a fuel to offset another fossil fuel. Alternatively, LFG can be used as
feedstock when it is converted to methanol for biodiesel production.
Example
s
Leachate evaporation is used at the Centralia Landfill in Centralia, Washington, the J.J. Brunner
Landfill in Zelienople, Pennsylvania, and the Earthmovers Landfill in Elkhart, Indiana.
One example of an LFG biofuel project is located in Sioux Falls, South Dakota. The Sioux Falls
Regional Sanitary Landfill supplies LFG to POET, a producer of biorefined products, for use in a
wood waste-fired boiler, which generates steam for use in ethanol production.
Project Technology Options 3-11
LFG Energy Project Development Handbook
Direct Use of Medium-Btu Gas Summary
A summary of the advantages and disadvantages of direct-use technologies is presented in Table 3-8.
Table 3-8. Advantages, Disadvantages and Treatment Requirements Summary (Direct-Use)
Advantages
Disadvantages
Treatment
Boiler, dryer and kiln
Uses maximum amount of recovered gas flow
Cost-effective
Lim
ited condensate removal and filtrati
on
t
reatment is requir
ed
Does not require large amount of LFG and can
be blended with other fuels
Cost is tied to
length of pipeline;
ener
gy user mus
t
be nearby
Need to improve quality of
gas or retrofit equipment
Infrared heater
Relatively inexpensive
Easy to install
Does
not require a large amount of
gas
Can be coupled with another energy project
Seasonal use
may limit LFG
ut
ilizati
on
Limited condensate removal
and filtration treatment
Leachate evaporation
Good option for landfill where leachate disposal
is expensive
High capital costs
Limited condensate removal
and filtration treatment
3.4 Conversion to High-Btu Gas
LFG can be used to produce the equivalent of pipeline-quality gas (natural gas), CNG or LNG, subject to
state regulations. Pipeline-quality gas can be injected into a natural gas pipeline used for an industrial
purpose. Alternatively, CNG and LNG can also be used to fuel vehicles at the landfill (such as water
trucks, earthmoving equipment, light trucks and autos), fuel refuse-hauling trucks (long-haul refuse
transfer trailers and route collection trucks) and supply the general commercial market (Figure 3-12).
Recent capital costs of high-Btu processing equipment have ranged from $2,600 to $6,000 per scfm of
LFG. The annual cost to provide electricity to operate and maintain these systems ranges from $500,000
to $5.0 million.
5
Project costs depend on the purity of the gas required by the receiving pipeline or energy
end user as well as the size of the project. Some economies of scale can be achieved when larger
quantities of high-Btu gas can be produced.
Figure 3-12. CNG Stations and CNG-fueled Vehicles
5
U.S. EPA LMOP. LFGcost-Web, Version 3.2.
Project Technology Options 3-12
LFG Energy Project Development Handbook
LFG can be converted into a high-Btu gas by increasing its methane content and, conversely, reducing its
carbon dioxide, nitrogen and oxygen content. In the United States, four methods have been commercially
employed (beyond pilot testing) to remove carbon dioxide from LFG:
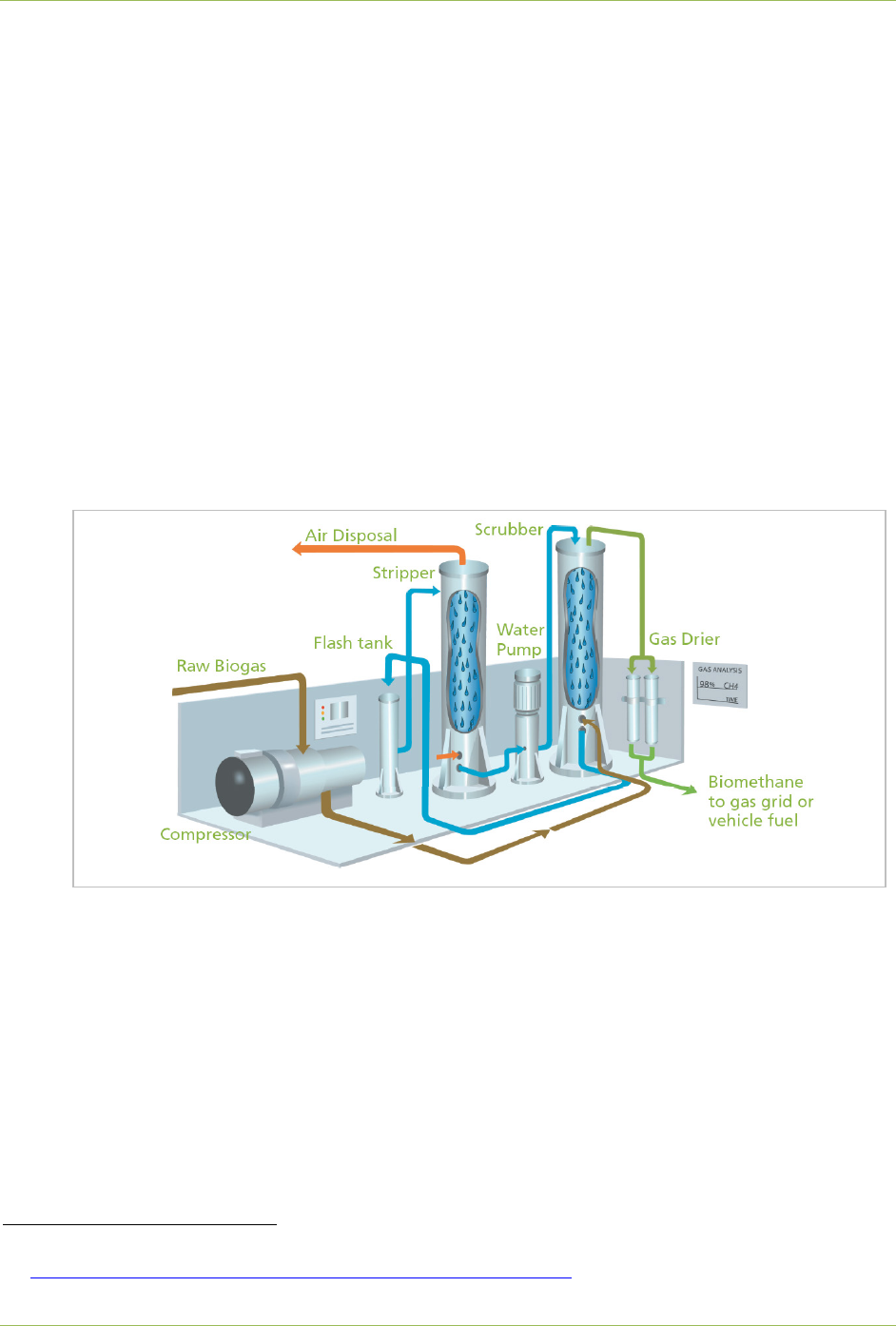
• Water Scrubbing. Water scrubbing consists of a high-pressure biogas flow into a vessel colum
n
where carbon dioxide and some other impurities, including hydrogen sulfide, are removed by dilution
i
n water that falls from the top of the vessel in the opposite direction of the gas flow. The wat
er
s
crubbing process is illustrated in Figure 3-13. Methane is not removed because it has less diluti
on
c
apability. The pressure is set at a point where only the carbon dioxide can be diluted; normall
y
be
tween 110 and 140 pounds per square inch (psi). The water that is used in the scrubbing process i
s
t
hen stripped in a separate vessel to be used again, making this system a closed loop that keeps wate
r
c
onsumption low. The gases resulting from the stripping process (the same that were removed fr
om
the biogas) are then released or flared. Generally, no chemicals are required for the water scrubbing
pr
ocess, making it an attractive and popular technolog
y.
It is important to note that this technology will not remove certain contaminants such as oxygen and
n
itrogen that may be present in the raw biogas. This limitation may be an important variable when th
e
e
nd use of the cleaned gas is considered
.
F
igure 3-13. Water Scrubbing Unit Flow Schematic
6
• Amine Scrubbing. Selexol, a physical solvent that preferentially absorbs gases into the liquid phase,
is the most common amine used in amine scrubbing systems to convert LFG to high-Btu gas. A
ty
pical Selexol-based plant employs the following steps
:
L
FG compression (electric drive, LFG-fired engine drive or product gas-fired engine drive
)
Moisture removal using refrigeration
H
ydrogen sulfide removal in a solid media bed (using an iron sponge or a proprietary media
)
NM
OC removal in a primary Selexol absorbe
r
C
arbon dioxide removal in a secondary Selexol absorbe
r
The LFG is placed in contact with the Selexol liquid in a Selexol absorber tower. NMOCs are
generally hundreds to thousands of times more soluble than methane. Carbon dioxide is about 15
American Biogas Council. Biogas Processing for Utilities. February 2012.
http://www.americanbiogascouncil.org/biogasProcessing/biogasProcessing.pdf.
Project Technology Options
6
3-13
LFG Energy Project Development Handbook
times more soluble than methane. Solubility also is enhanced with pressure, facilitating the separation
of NMOCs and carbon dioxide from methane.
• Molecular Sieve. A typical molecular sieve plant employs compression, moisture removal and
hydrogen sulfide removal steps, but relies on vapor-phase activated carbon to remove NMOC and a
molecular sieve to remove carbon dioxide. Once exhausted, the activated carbon can be regenerated
through a depressurizing heating and purge cycle. The molecular sieve process is also known as
pressure swing adsorption.
• Membrane Separation. A typical membrane plant employs compression, moisture removal and
hydrogen sulfide removal steps, but relies on activated carbon to remove NMOCs and membranes to
remove carbon dioxide. Activated carbon removes NMOCs and protects the membranes. The
membrane process takes advantage of the physical property that gases, under the same conditions,
will pass through polymeric membranes at differing rates. Carbon dioxide passes through the
membrane approximately 20 times faster than methane. Pressure is the driving force for the
separation process.
Air intrusion is the primary cause for the presence of oxygen and nitrogen in LFG and can occur when air
is drawn through the surface of the landfill and into the gas collection system. Air intrusion can often be
minimized by adjusting well vacuums and repairing leaks in the landfill cover. In some instances, air
intrusion can be managed by sending LFG from the interior wells directly to the high-Btu process, and
sending LFG from the perimeter wells (which often have higher nitrogen and oxygen levels) to another
beneficial use or emissions control device. Membrane separation can achieve some incidental oxygen
removal, but nitrogen — which represents the bulk of the non-methane/non-carbon dioxide fraction of
LFG — is not removed. A molecular sieve can be configured to remove nitrogen by proper selection of
media. Nitrogen removal, in addition to carbon dioxide removal, requires a two-stage molecular sieve
pressure swing adsorption.
Compressed Natural Gas
The membrane separation and m olecular sieve processes scale down m ore
economically to smaller plants for CNG production. For this reason, these
technologies are more likely to be used for CNG production than the
Selexol (amine scrubbing) process. The estimated annualized capital and
operating costs of CNG production for membrane separation processes
capable of handling various gas flows ranges from $1.64 to $2.82 per
gasoline gallon equivalent (GGE).
7
elxampE
In Rochester, New
Hampshire, LFG
from the TREE
Landfill is processed
into pipeline-quality
gas and piped 12.7
miles to the
University of New
Hampshire.
le Examp
The Dane County BioCNG™
Vehicle Fueling Project located in Dane County, Wisconsin, was
recognized as an LMOP 2011 award winner for its successful generation of electricity from landfill
methane as well as its use of excess LFG to produce CNG that fuels the county’s parks and
public works department trucks. The system originally produced 100 gallons of gasoline
equivalent (GGE) per day and expanded to produce 250 GGE per day in 2013.
St. Landry Parish in Louisiana was recognized as a 2012 LMOP award winner for its successful
LFG-to-CNG project. The Parish originally converted 50 cfm of LFG into 250 GGE of CNG per
day, and expanded the project in 2015 to create a total of 630 GGE per day. The CNG is used to
fuel government vehicles including cars, trucks and vans. Benefits from the project include better
air quality and environmental education opportunities for the community.
7
U.S. EPA LMOP. LFGcost-Web, Version 3.2.
Project Technology Options 3-14
LFG Energy Project Development Handbook
Liquefied Natural Gas
LNG can be generated from LFG that is first converted to CNG. The CNG produced from LFG is
liquefied to produce LNG using conventional natural gas liquefaction technology. When assessing this
technology, two factors should be considered:
• Carbon dioxide freezes at a temperature higher than methane liquefies. To avoid “icing” in the plant,
t
he CNG produced from LFG must have the lowest possible level of carbon dioxide. The low carb
on
d
ioxide requirement favors a molecular sieve over a membrane separation process, or at least favor
s
upg
rading the gas produced by the membrane process with a molecular sieve. Water scrubbing also i
s
a
n optio
n.
• N
atural gas liquefaction plants have generally been “design-to-order” facilities that process larg
e
q
uantities of LNG. A few manufacturers offer smaller, pre-packaged liquefaction plants that hav
e
de
sign capacities of 10,000 gpd or greater
.
U
nless the nitrogen and oxygen content of the LFG is very low, additional steps must be taken to remove
nitrogen and oxygen. Liquefier manufacturers desire inlet gas with less than 0.5 percent oxygen, citing
explosion concerns. Nitrogen needs to be limited to produce LNG with a methane content of 96 percent.
The cost of LNG production is estimated to be $0.65/gallon for a plant producing 15,000 gpd of LNG. A
plant producing 15,000 gpd of LNG requires 3,000 scfm of LFG and would require a capital investment
approaching $20 million.
8
Example
In 2009, a high-tech fuel plant was opened in Livermore, California, that demonstrates the
viability of LFG as an alternative transportation fuel. LFG processed from the Altamont Sanitary
Landfill generates LNG that is used to fuel ~300 garbage trucks. More information about the
Altamont Landfill Gas to Liquefied Natural Gas Project is available from LMOP’s website.
Conversion to High-Btu Gas Summary
Table 3-9 summarizes the advantages and disadvantages of converting LFG to high-Btu gas.
Table 3-9. Advantages, Disadvantages and Treatment Requirements Summary (High-Btu)
Advantages
Disadvantages
Treatment
Pipeline-quality gas
Can be sold into a natural gas
pipeline
Increased cost that results from
tight management of wellfield
oper
ation needed to limit oxy
gen
and nitrogen intrusion into LFG
Requires extensive and
potentially expensive LFG
processing
CNG or LNG
Alternative fuels for vehicles
at the landfill or refuse hauling
t
rucks, and for supply to t
he
general commercial market
Increased cost that results from
tight management of wellfield
oper
ation needed to limit oxy
gen
and nitrogen intrusion into LFG
Requires extensive and
potentially expensive LFG
processing
8
Pierce, J. SCS Engineers. 2007. Landfill Gas to Vehicle Fuel: Assessment of Its Technical and Economic
Feasibility. SWANA 30th Annual Landfill Gas Symposium (March 4 to 8, 2007), Monterey, California.
Project Technology Options 3-15
LFG Energy Project Development Handbook
3.5 Selection of Technology
The primary factor in choosing the right project configuration for a particular landfill is the projected
expense versus the potential revenue. If a suitably interested customer is located nearby, a medium-Btu
option should be thoroughly examined. An energy user that requires gas 24 hours per day, 365 days a
year, is the best match for an LFG energy project, since intermittent or seasonal LFG uses typically result
in wasting gas during off-periods. If no such customer exists, the landfill could use its energy resources to
attract industry to locate near the landfill. The landfill should work with a local department of economic
development to develop a strategy for this option.
The economics of an electricity generation project depend largely on
external factors, i
ncluding the price at which the electricity can be sold,
available tax credits or other revenue streams such as renewable energy
certificates. If the purchasing utility pays only the avoided cost f
or the
electricity, an electricity ge
neration project may not be economically
feasible. Fortunately, electricity g
eneration projects are receiving more
favorable power purchase agreements (PPAs) because of growing
interest in renewable energy resources and an i
ncreasing number of
states with Renewable Portfolio Standards (RPS).
Th
e most common structure for an LFG electricity project is to sell the electricity to an investor-owned
utility, cooperative or municipal entity through a PPA. Typically, the electricity, including energy and
capacity, is sold at a fixed price with level of escalation, or at an indexed price based on an estimate of
short-run avoided cost, or a publicly available local market price mechanism. Negotiating an acceptable
interconnection agreement is important to a successful electric generation project. The interconnection
agreement can be a large cost variable and discussions should begin early in the project.
If an electric generation project is selected, the next step is to choose the type of power generation, which
depends on the amount of recoverable LFG, the expected quantity for at least 10 years and the gas quality.
If heat or steam and electric power are needed forms of energy, then a CHP project may be the
appropriate choice. Regardless of which generator type is used, the project will most likely need to be
sized smaller than the amount of available gas to ensure full-load operation of equipment. Therefore, the
project likely will have excess gas that will have to be flared. Table 3-10 summarizes the relationship
between technology options and the amount of LFG flow available for an LFG energy project.
Project Technology Options 3-16
Avoided costs are the
costs the utility avoids, or
saves, by not making the
equivalent amount of
electricity in one of its own
facilities, and would
include fuel costs and
some operating costs, but
not fixed costs.
LFG Energy Project Development Handbook
Table 3-10. Summary of LFG Flow Ranges for Technology Options
Technology
LFG Flow Range (at Approximately 50% Methane)
Electricity
Internal combustion engine
(800 kW to 3 MW per engine)
300 to 1,100 cfm; multiple engines can be combined for larger
projects
Gas turbine
(1 to 10 MW per gas turbine)
Exceeds minimum of 1,300 cfm; typically exceeds 2,100 cfm
Microturbine
(30 to 250 kW per microturbine)
20 to 200 cfm
Medium-Btu Direct-Use
Boiler, dryer and process heater
Utilizes all available recovered gas
Infrared heater
Small quantities of gas, as low as 10 cfm
Greenhouse Small quantities of gas
Artisan studio
Small quantities of gas
Leachate evaporation
1,000 cfm is necessary to treat 1 gallon of leachate per minute
Upgraded LFG
High-Btu/Pipeline-quality gas
400 cfm and up, based on currently operating projects
Alternative fuel (CNG or LNG)
Depends on project-specific conditions
cfm: cubic feet per minute CNG: compressed natural gas kW: kilowatt
LNG: liquefied natural gas MW: megawatt
State and local air quality regulations and limits also play a role in technology selection. Refer to local air
regulations for determining restrictions on technologies. For example, internal combustion engines may
not comply with nitrogen oxides emission requirements, and a gas turbine or microturbine may need to be
used. Stringent emission limits for various pollutants may require more extensive pretreatment of the LFG
or exhaust from gas turbines.
Regions of the country with more stringent air regulations offer opportunities for CNG or LNG
applications because use of these fuels in landfill vehicles or refuse collection and transfer fleets in place
of fossil fuels will lower emissions.
For more information about project economics and financing, see Chapter 4.
For more information about permitting requirements and relevant regulations, see Chapter 5.
Project Technology Options 3-
17
